
一、轴承与轴装配基础原理
二、常规工况:先装轴承,后安装转轴
1、适用场景
2、标准安装流程
清洁处理,清理轴承座、箱体内部杂质、铁屑与油污,选用正规润滑脂预处理迈盛恒精国产轴承,去除表层防锈油脂;
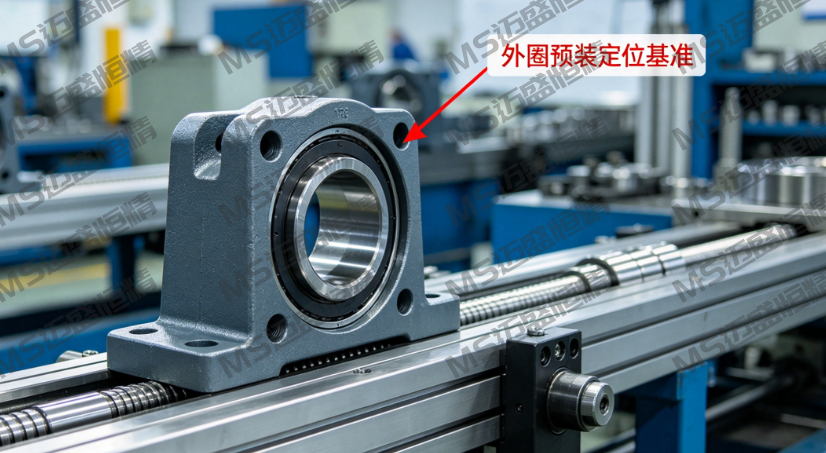
通过压装工具将轴承平稳压入轴承座腔体,保证外圈完全贴合定位台阶,杜绝倾斜、偏移、单边受力;
校准转轴水平度与同心度,检查轴颈表面无划痕、锈蚀、毛刺,避免装配时划伤轴承内圈;
缓慢将转轴贯穿轴承内圈,轻推到位后,加装轴用挡圈、锁紧螺母、密封端盖等定位配件;
手动盘动轴体,确认转动顺畅无卡滞、无卡顿,完成装配调试。
3、该顺序核心优势
保护精密结构:轴承滚动体、滚道属于易损精密部位,先固定轴承再穿轴,避免轴体硬摩擦损伤内部结构;
提升装配精度:轴承提前定位,同心度可控,有效规避后期运转偏心、抖动问题;
简化后期维护:分体式装配结构,后期轴承磨损更换时,无需拆解整根转轴,维修效率更高。
三、特殊重载工况:先装轴,再装配轴承
1、适用场景
2、标准安装流程
检测轴颈尺寸公差、圆度,确认配合尺寸达标,无磨损变形;
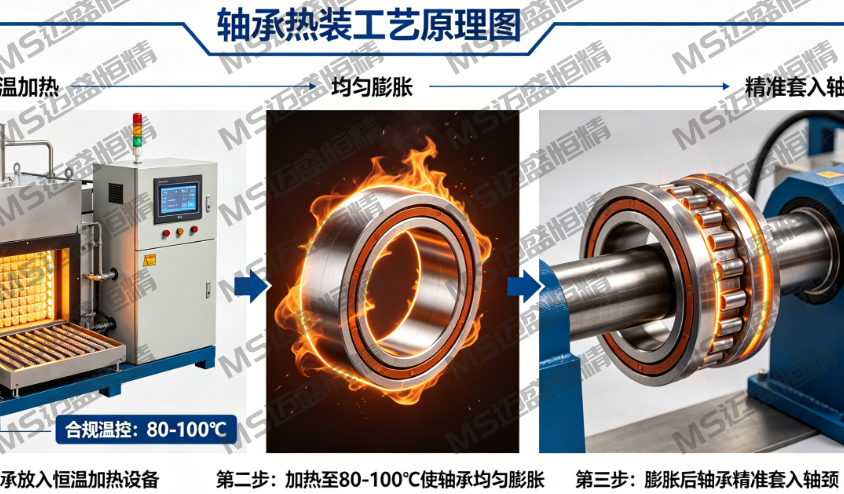
采用加热热装工艺,将轴承均匀加热至合理温度,使内圈孔径轻微膨胀;
快速将膨胀后的国产精密轴承套入指定轴颈位置,自然冷却收缩后形成紧密过盈贴合;
将轴与轴承组合件整体吊装、压装至轴承座内部,完成外圈固定与整体装配;
加注耐高温润滑脂,做好密封防护,防止粉尘、水汽侵入造成早期磨损。
3、强制反向安装的原因
四、错误装配顺序的常见危害
通用设备先装轴后扣轴承 转轴悬空无定位,安装时轴承极易歪斜受力,造成外圈变形、滚动体磨损,设备运行后噪音增大、温升过快,大幅缩短轴承使用寿命,增加企业配件更换成本。
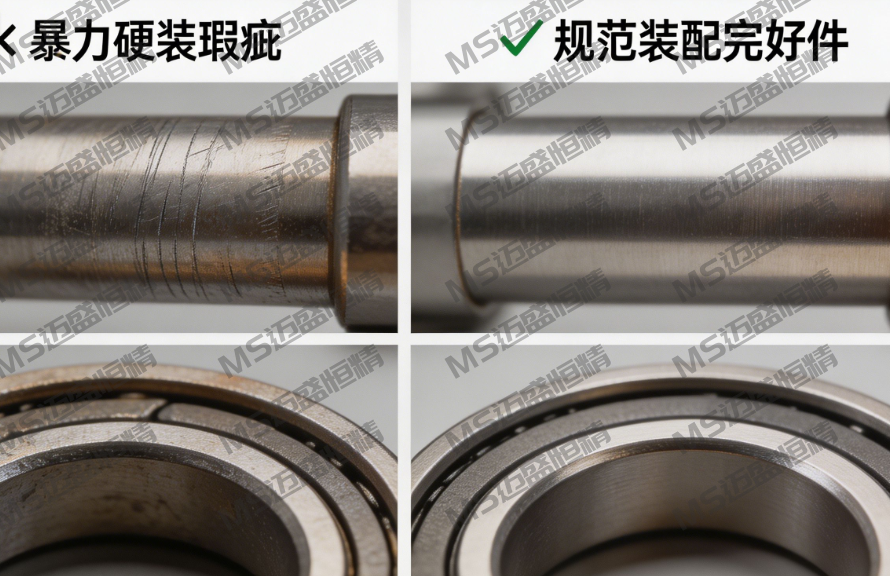
重载过盈结构硬行先装轴承 暴力敲击、强行压装会破坏轴颈配合面,配合间隙失衡,长期负载运行中出现轴承松动、轴向窜动,严重时会直接导致设备停机、零部件报废。
通用避坑要点 严禁直接铁锤敲击轴承端面,优先使用压装机、铜棒、热装设备;安装前必须核对轴承型号、配合公差,根据工况选择适配的深沟球轴承、调心滚子轴承、圆锥滚子轴承,避免型号错配引发装配隐患。
五、国产轴承安装与选型补充建议
随着国产制造工艺升级,迈盛恒精国产轴承在材质锻造、精密磨削、热处理工艺上持续优化,精度等级、承载性能、耐磨性能可全面替代进口轴承,性价比优势突出。 在实际采购与装配中,设备厂家可根据负载大小、转速区间、使用环境选择适配产品:轻载高速选用精密深沟球轴承,重载冲击选用调心滚子轴承,轴向径向复合载荷选用圆锥滚子轴承。 同时,规范的安装顺序搭配定期润滑保养、密封防护,能够有效延长国产替代轴承的使用周期,降低工业设备长期运维成本。





